
扫一扫咨询详情

全国咨询热线:
18836601777
扫一扫咨询详情
全国咨询热线:
18836601777联系热线


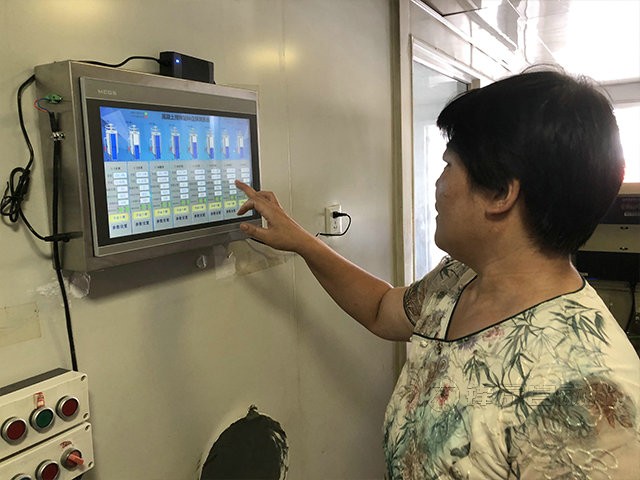




粉料仓控制系统介绍:
粉料仓控制系统,是专为解决粉料存储与管理难题而设计的智能化设备。该系统凭借优异的抗粉尘性能、高精度的测量能力以及便捷的远程操控功能,广泛应用于矿粉、滑石粉、石料等加工行业,助力企业实现粉料仓的智能化、精细化管理。

粉料仓控制系统工作原理:
粉料仓控制系统内置高性能传感器,采用优异的防尘设计,确保在恶劣的粉尘环境下也能稳定工作。传感器实时采集粉料仓内物料信息,通过先进的算法处理,准确反映物料状态。用户可通过系统界面或手机APP,轻松实现粉料仓的远程监控与操作,包括自动进料、出料控制及异常报警等。
产品参数:
传感器精度:±1%FS
防护等级:IP67(高防尘防雨)
响应时间:<0.5秒
供电方式:AC220V/DC24V(可选)
支持远程升级与维护
产品优势:
抗粉尘设计:材质与结构,快速抵御粉尘侵蚀。
测量准确:高精度传感器,确保数据真实可靠。
抗干扰能力强:内置滤波算法,减少外界干扰影响。
远程APP控制:随时随地掌握粉料仓动态,便捷智能。
产品案例:
凭借优异的性能与稳定的表现,我们的智能粉料仓控制系统已在各地多个行业领域得到广泛应用,积累了500+成功案例。众多用户反馈,该系统不仅显著提升了粉料管理的效率与准确性,还快速降低了爆仓、冒仓等风险,赢得了98%以上的用户好评。例如,某矿粉厂引入该系统后,实现了粉料仓的自动化管理,大幅减少了人工干预,提高了生产效益。
我们诚邀各界用户前来体验,感受智能粉料仓控制系统的优异魅力。同时,我们提供定制化服务,根据客户需求量身打造适合的解决方案。用户可通过官网预约参观、在线咨询或参加技术交流会,与我们共同探讨智慧粉料管理的未来。


豫公网安备 41018202000853号
微信二维码
服务热线